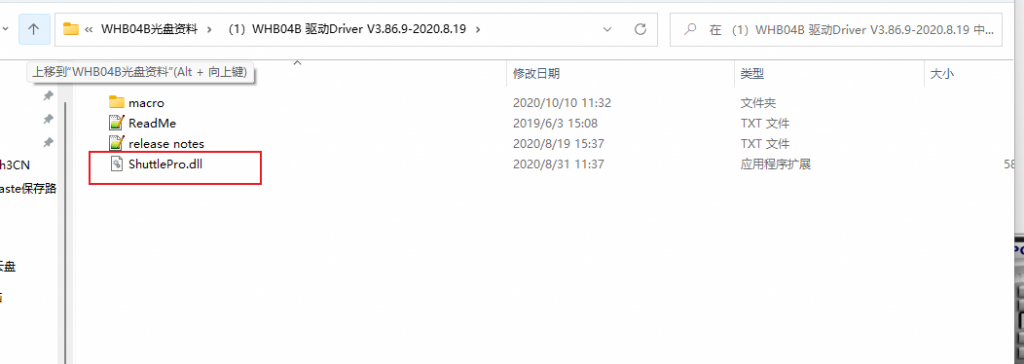
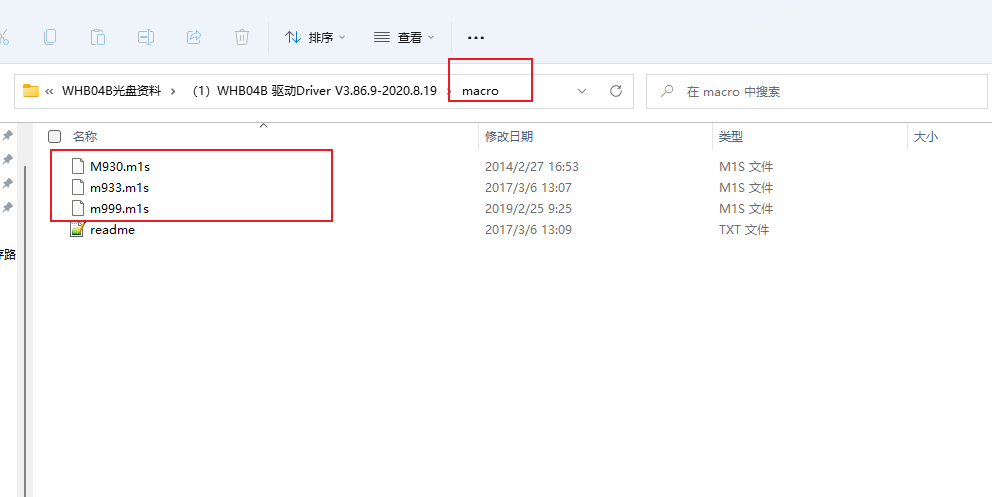
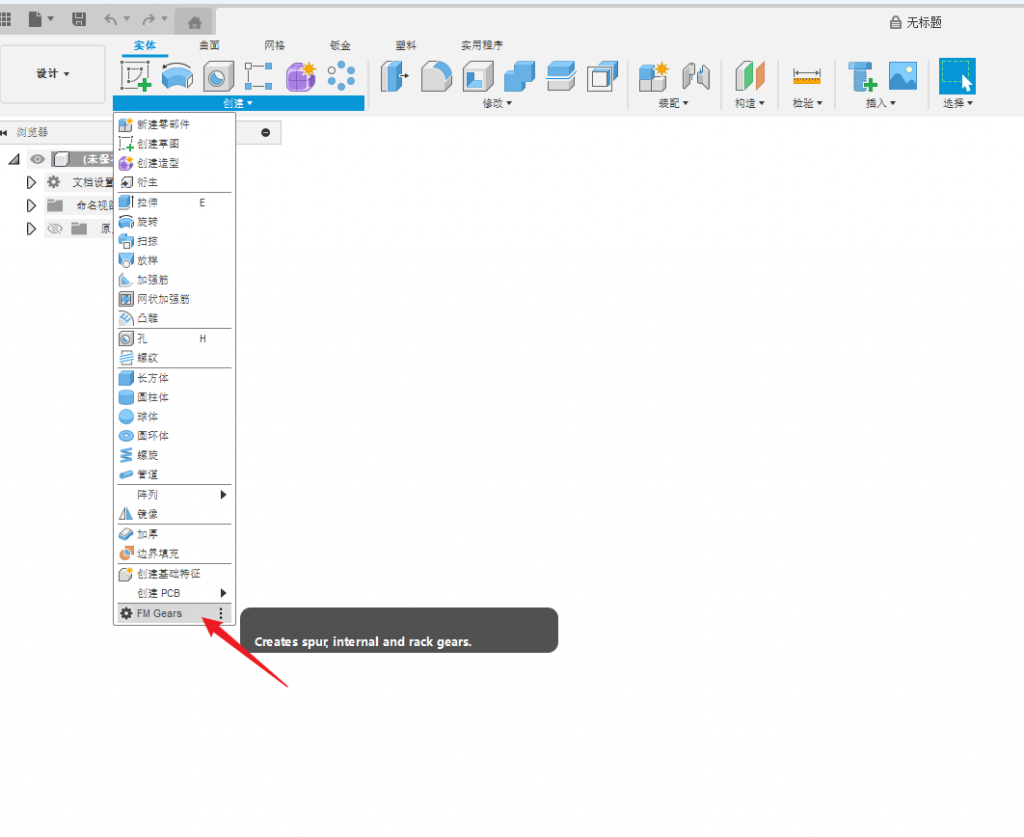
先装一个工具 FM
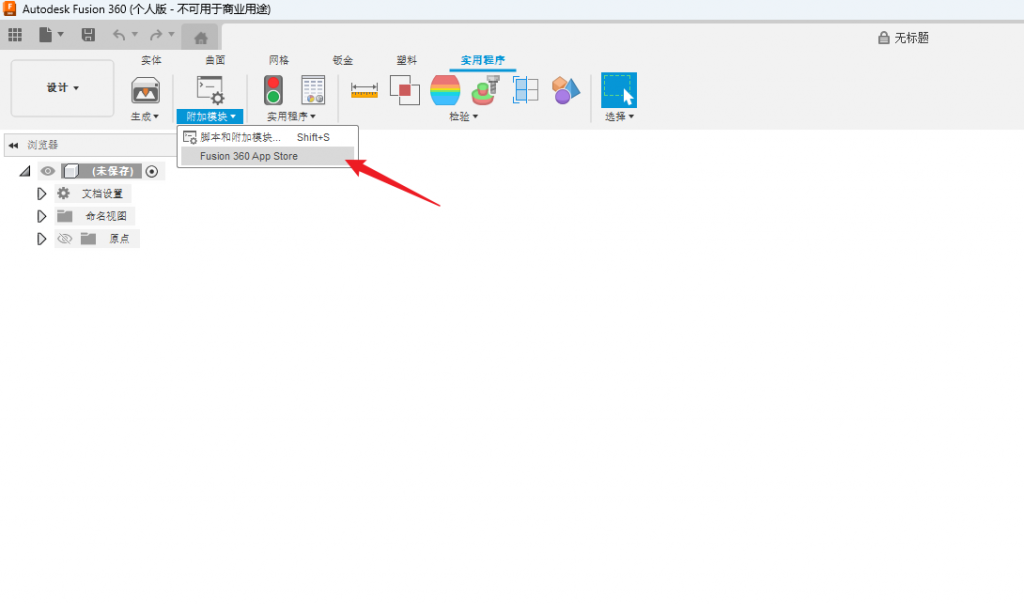
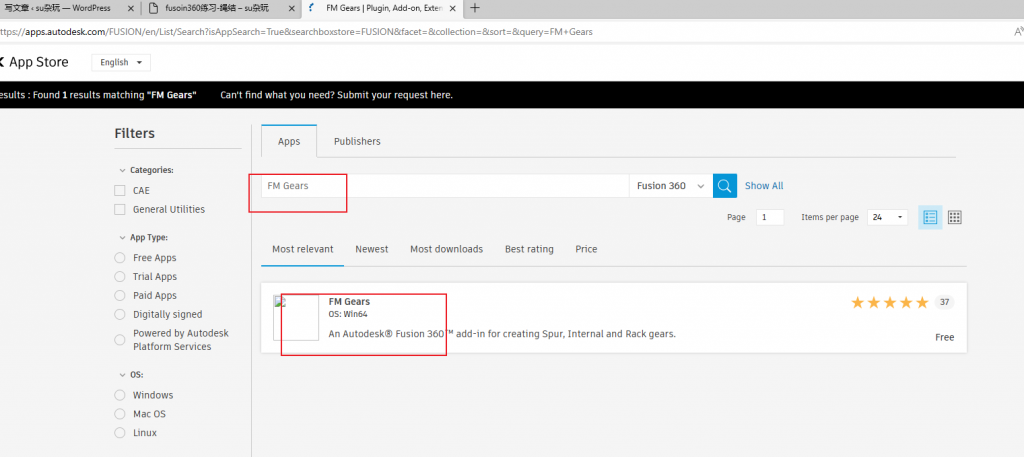

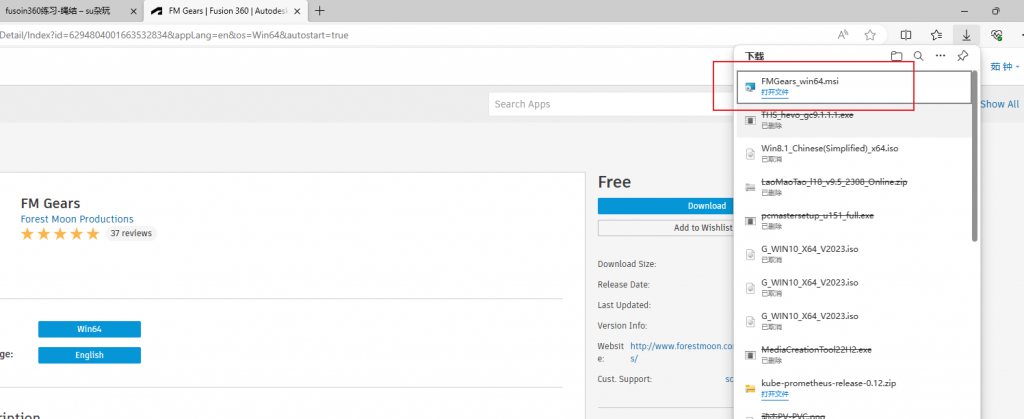
下载好,双击安装就行。
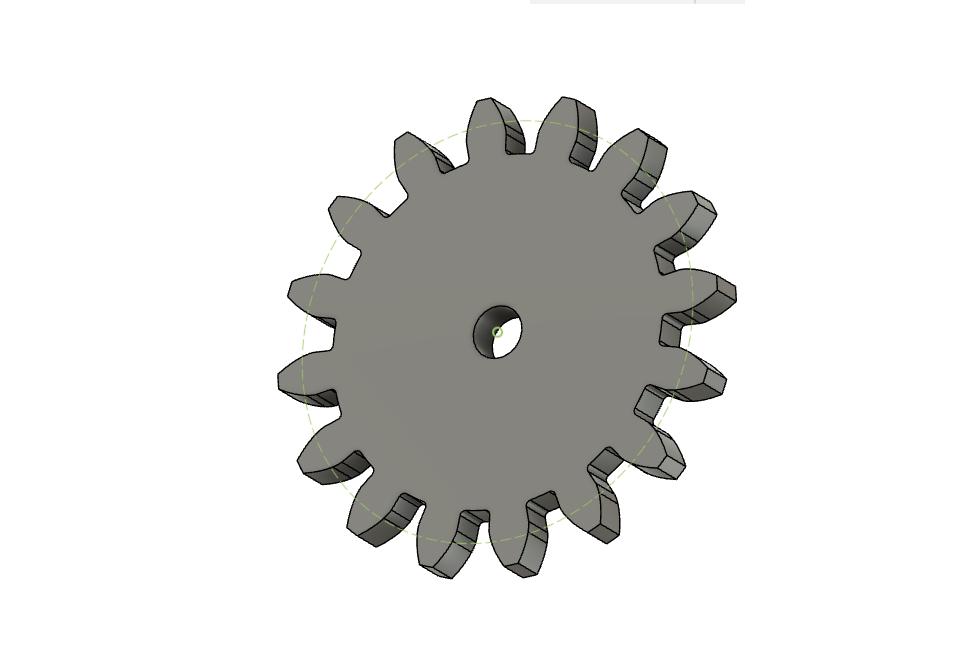
创建齿轮

主要是参数设置:
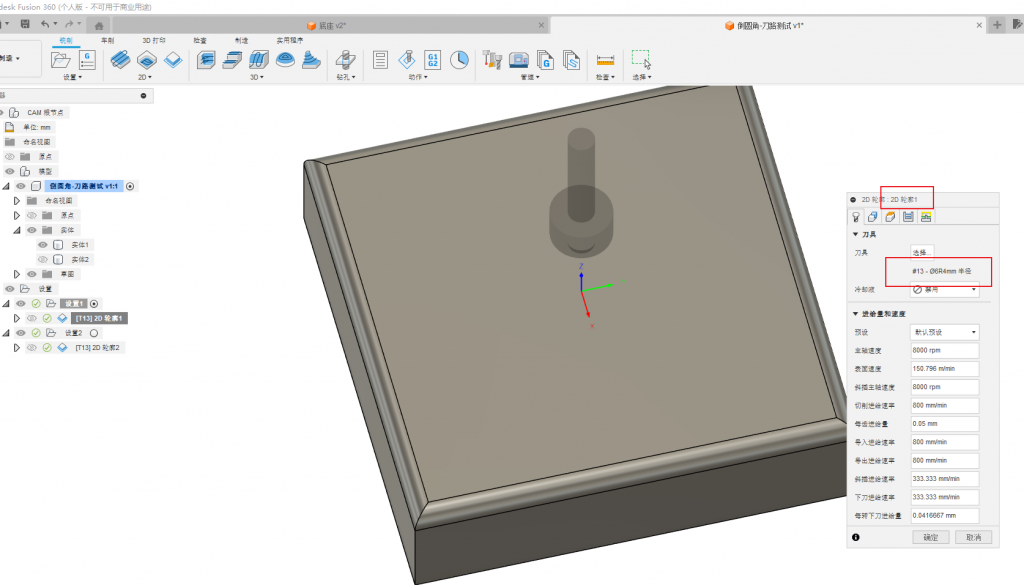
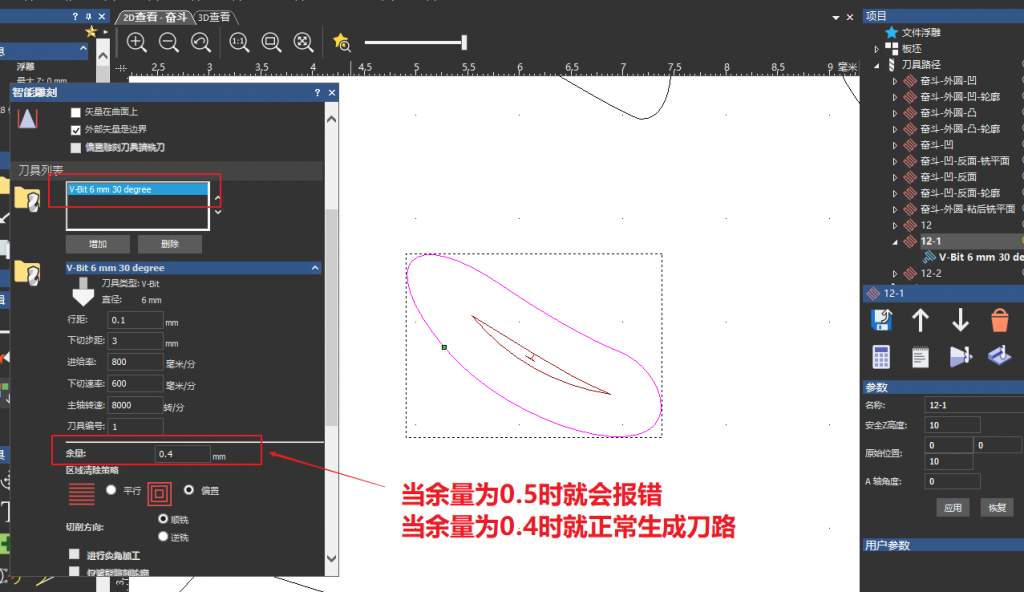
Hole Diameter : 中间孔的直径大小,这里是4mm
Pitch Diameter: 圆直径是32.00 mm(上图中紫色圆), 这不可设置,是自动算出来的: Pitch Diameter=Module(模数) x Number of Teeth(齿数)
Pressure Angle: 压力角,20就行,也可以用其他的
Module: 模数,有1,1.5, 2 ,2.5等,可以百度查,值越小,齿越小。
Number of Teeth: 齿数
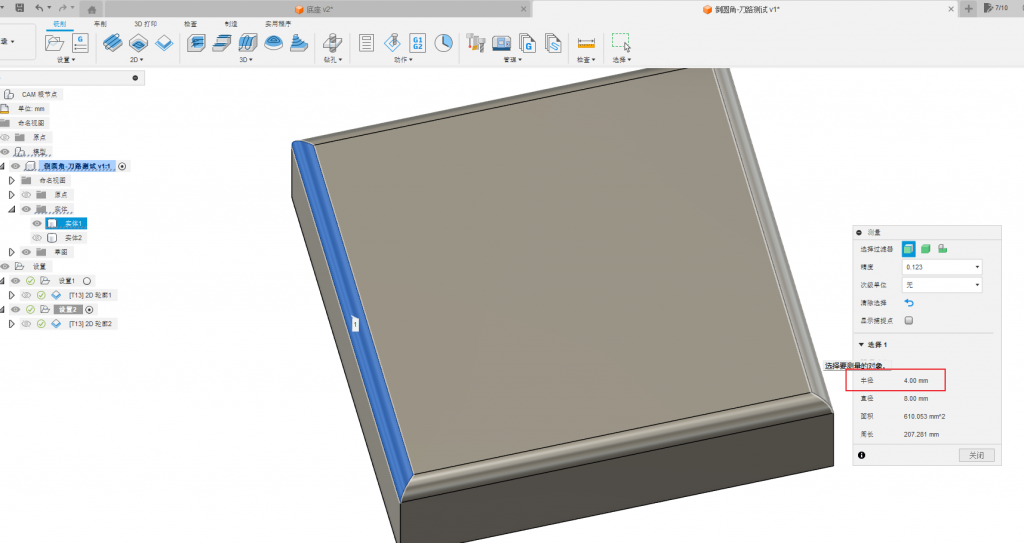
Root Fillet Radius: 齿根圆的直径,上图绿色部分
Clearance: 啮合的余量,如果是0,说明2个齿之间没间隙,经验值是0.15 mm
Gear Thickness: 齿轮的厚度
可以先配置下,生成一个齿轮看下,测量下各部位的尺寸,请知道各参数的意思 。
齿条
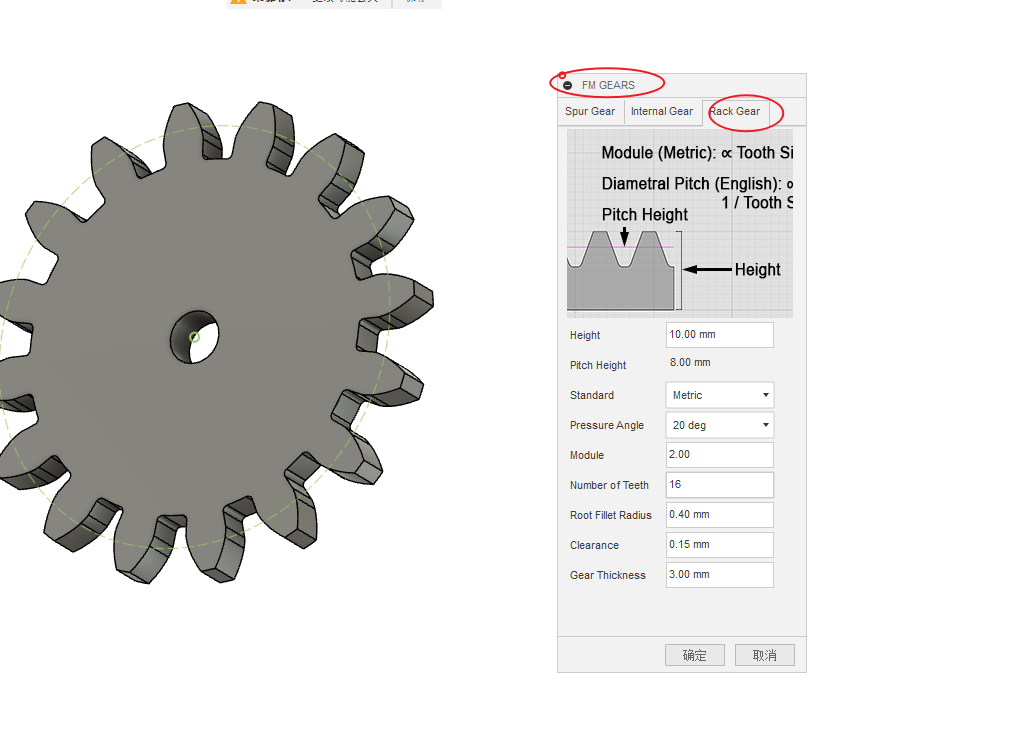
参数和上面一样,要设置的就是Height
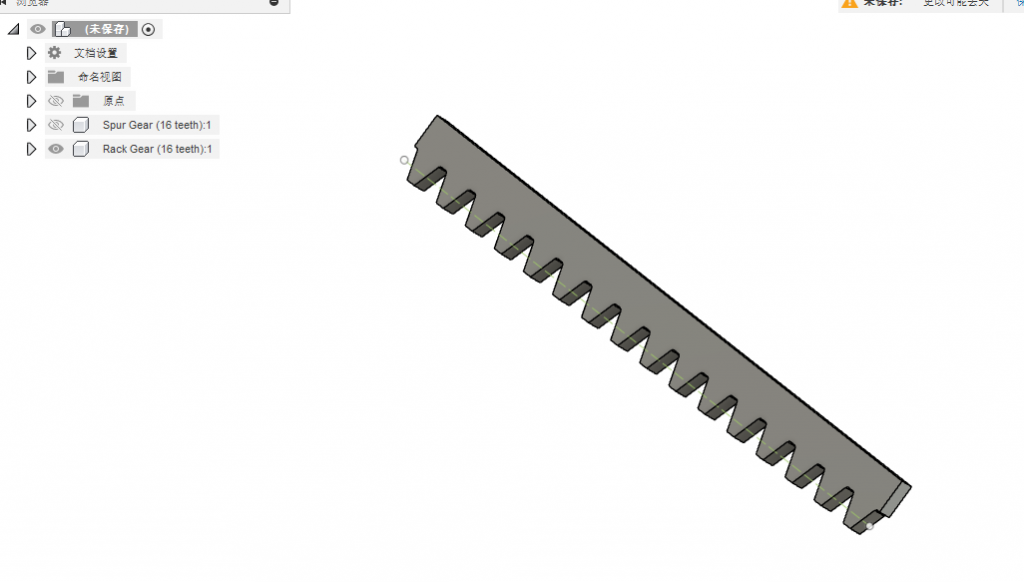
啮合位置
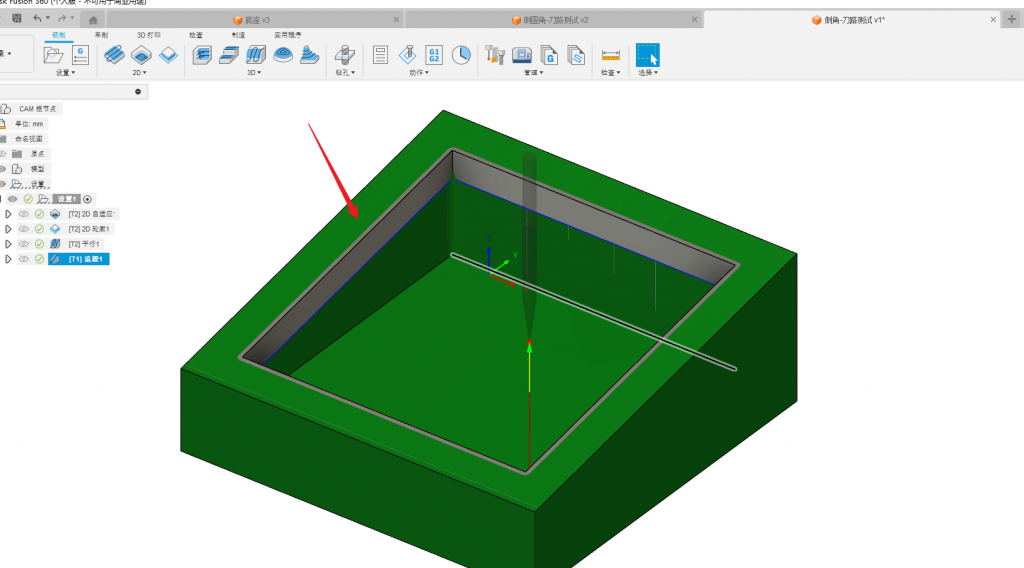
注意齿轮有个绿色线的圆 和齿条有一条绿色的直线, 直线与圆相切,就是它们的啮合位置。
通过移动把它们啮合就行。